
Promo !















JET-PROMAC – Tour à Métaux ELITE E-1440VS 400V 2200W – Entre Pointes 1016 mm | Machines Métal
Le prix initial était : 397,00 €.97,99 €Le prix actuel est : 97,99 €.
- Le Tour à Métaux ELITE E-1440VS de JET-PROMAC est conçu pour les professionnels exigeants. Avec une puissance de 2200W et une tension de 400V, il offre une performance exceptionnelle pour tous vos projets de tournage métallique.
- Caractéristiques techniques : Entre-pointes de 1016 mm, prise en charge de pièces de grande taille. Conception robuste et précise pour un travail efficace et durable.
- Facilité d’utilisation : Commande par variateur de vitesse électronique, permettant un ajustement précis de la vitesse de rotation en fonction des besoins spécifiques de votre projet.
- Sécurité et fiabilité : Équipé de dispositifs de sécurité intégrés et d’un système de freinage efficace, ce tour à métaux garantit un fonctionnement sûr et fiable dans tous les environnements de travail.
- Livraison et paiement : Profitez d’une livraison rapide et sécurisée en France. Options de paiement flexibles disponibles, y compris le paiement sécurisé en ligne et le paiement à la livraison.
- Cryptage SSL, achats absolument sûrs
- Des matériaux durables, pour un avenir meilleur.
- Plusieurs méthodes de paiement, sûres et fiables
- Une qualité qui dure, des prix qui ne durent pas.

Tour à métaux sur socle Elite E-1440VS | JET-PROMAC
Caractéristiques principales et avantages du tour à métaux :
- Tour à métaux 400V
- Bac à copeaux orienté vers l’avant qui permet de retirer facilement les copeaux de l’avant de la machine
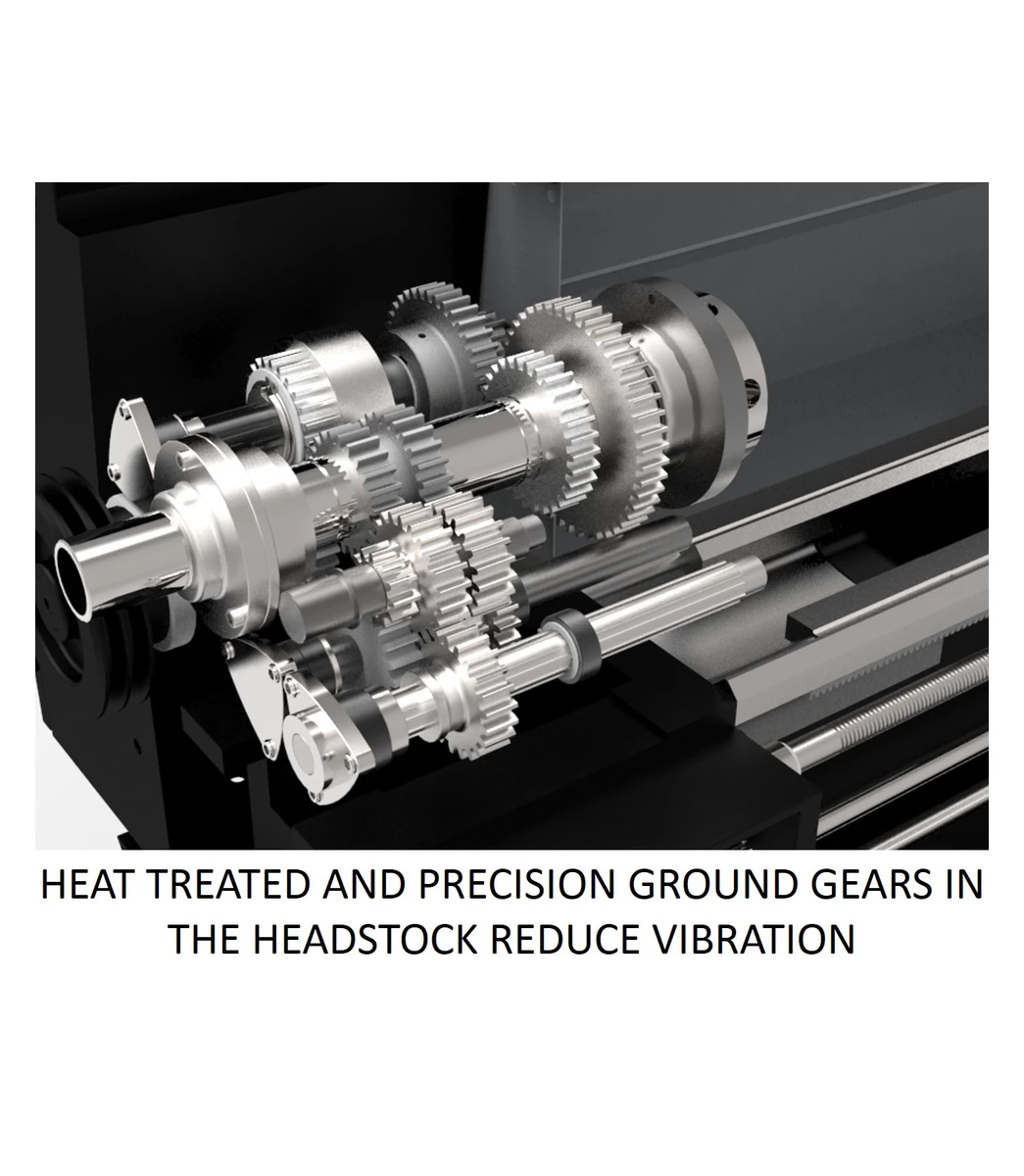
- Engrenages trempés et rectifiés dans la poupée fixe qui réduisent les vibrations et la déviation
- Système d’entraînement à onduleur qui fournit des vitesses de broche infiniment variables
- Affichage LED RPM permet des vitesses de rotation précises
- Boîte de vitesses à deux vitesses permet des vitesses basses de 40 à 365 tr/min à des vitesses élevées de 165 à 2 200 tr/min.
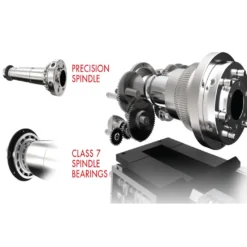
- Enrgrenages et guides de précision, trempés par induction
- Système de visualisation 3 axes sur panneau de contrôle
- Distance entre points de 1016 mm
- Protecteur mandrin asservi
- Frein électromagnétique à pied
- Inversion du sens de rotation de la vis mère
- Avance longitudinale et transversale automatique
- Socle avec rangement
- Système de lubrification
- Eclairage de style CNC avec protection anti-éclaboussures fermée
Contenu de la livraison :
- Machine
- Socle de machine
- Bac à copeaux
- Tourelle à changement rapide
- Protecteur mandrin asservi
- Mandrin universel à 3 mors : 160 mm
- Plateau à fentes : ø300 mm
- Lunette fixe (ø6,5 – 70 mm)
- Lunette mobile (ø6,5 – 58 mm)
- 2 Pointes fixes CM-3
- Réducteur CM3/ CM5
- Compteur de filetage
- Jeu de pignons de rechange
- Outils de travail dans un coffret
- Burette à huile
- Tiges de levage
- Mode d’emploi
- Liste des pièces de rechange
Consignes de sécurité :
- Ce tour à métaux convient seulement au tournage et au perçage des matières synthétiques et des métaux usinables.
- Avant la mise en service de la machine, il faut graisser tous les points d’huilage et veiller à ce que tous les réservoirs à lubrifiants soient à niveau.
- La machine est livrée complètement assemblée.
- Vérifiez que toutes les fixations sont serrées.
- Tous les points de lubrification de la machine doivent être lubrifiés avant la mise en service.
- L’utilisation de rallonges électriques est fortement déconseillée. Essayez de placer la machine près de la source d’alimentation. Si une rallonge électrique s’avère nécessaire, assurez-vous de son bon état. Une rallonge trop courte cause des chutes de tension entraînant une perte d’alimentation et une surchauffe. Utilisez uniquement des rallonges électriques H07RN-F, avec des câbles de 1,5 mm2 ou plus. La longueur totale du cordon ne doit pas dépasser 18 mètres. Les rallonges électriques et les fiches doivent être exempts de défauts.
SPECIFICATIONS TECHNIQUES |
|
|---|---|
|
Puissance moteur |
2200 W (3 CV) S1 |
| Tension | 400 V |
| Puissance moteur de la pompe de refroidissement | 1700 W |
| Entre pointes | 1016 mm |
| Largeur des glissières du banc | 206 mm |
| Longueur total du banc | 1680 mm |
| Largeur du banc | 216 mm |
| Hauteur de pointe | 178 mm |
| Pivotement au-dessus du banc | 356 mm |
| Pivotement au-dessus du chariot transversal | 220 mm |
| Diamètre tournage sur pont | 476 mm |
| Diamètre lunette fixe | 6,5 – 70 mm |
| Diamètre lunette mobile | 6,5 – 58 mm |
| Course du chariot supérieur | 100 mm |
| Course chariot transversal | 165 mm |
| Taille maximum des outils | 20 mm |
| Montage du nez de la broche | D1-4 – Verrouillage de came |
| Alésage de la broche | 38 mm |
| Cône morse | MT 5 |
| Nombre de vitesses de broche | 2x changement de vitesses variables |
| Plage de vitesses de la broche | Bas : 40-365 Tr/min. – Haut : 165-2200 Tr/min. |
| Cône morse poupée mobile | MT 3 |
| Course poupée mobile | 120 mm |
| Diamètre du cylindre | 45 mm |
| Nombre de changements d’avance | 42 |
| Plage des avances longitudinales | 0,034 – 0,41 tr/mm |
| Plage des avances transversales | 0,017 – 0,2 tr/mm |
| Nombre de filtage en pouces | 28 |
| Plage filetage en pouces | 2 – 28 TPI |
| Nombre de filetage métrique | 37 |
| Plage de filtetage métrique | 0,5 – 7,0 tr/mm |
| Pas et diamètre de la vis mère | ø 25 mm – Pas 6 mm |
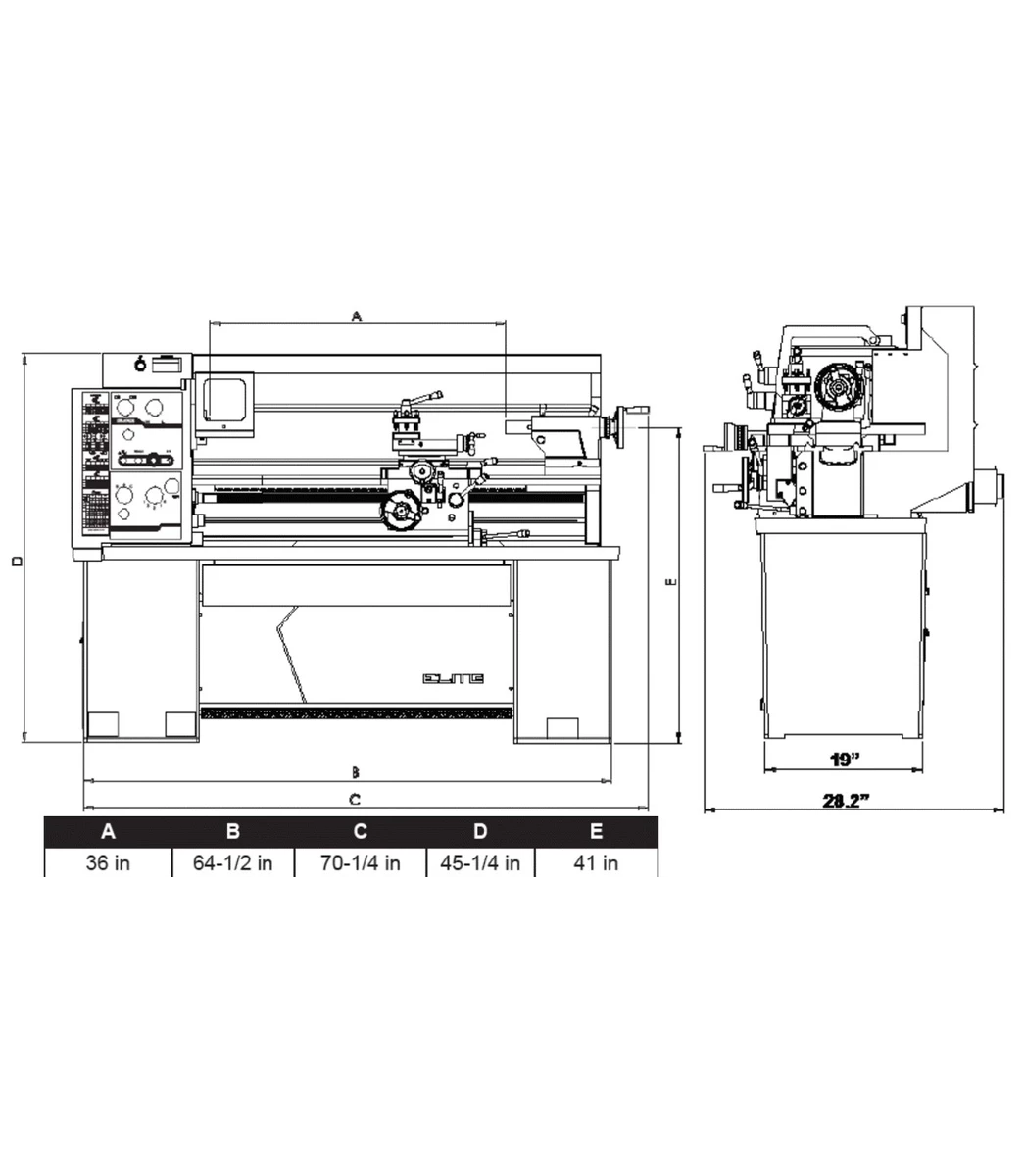
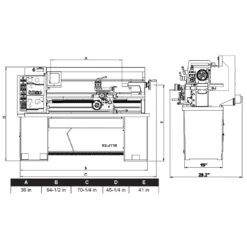
| Dimensions (L x l x H) | 1952 x 762 x 1474 mm |
| Poids Net | 745 kg |
Retour en haut
Soyez le premier à laisser votre avis sur “JET-PROMAC – Tour à Métaux ELITE E-1440VS 400V 2200W – Entre Pointes 1016 mm | Machines Métal”
Produits similaires
Promo !


Affûteuses de Forets Métaux
Le prix initial était : 313,00 €.97,99 €Le prix actuel est : 97,99 €.
Promo !

Coupe-carreaux
Zipper ZI-STM350 Scie à Matériaux Sur Table – Hauteur de Coupe 105 mm – 2000 W – Machine Bâtiment
Le prix initial était : 379,00 €.98,99 €Le prix actuel est : 98,99 €.
Promo !


Machines (Bois, Métal, Bâtiment, Jardin)
Le prix initial était : 323,00 €.95,99 €Le prix actuel est : 95,99 €.
Promo !

Machines (Bois, Métal, Bâtiment, Jardin)
Le prix initial était : 189,90 €.97,99 €Le prix actuel est : 97,99 €.
Promo !

Compresseur
ZIPPER – ZI-COM24E Compresseur D’Air 24 Litres 1CV – 8 Bars – Compresseur Puissant et Fiable
Le prix initial était : 169,90 €.95,99 €Le prix actuel est : 95,99 €.
Promo !


Le prix initial était : 383,00 €.99,99 €Le prix actuel est : 99,99 €.
Promo !


Machines (Bois, Métal, Bâtiment, Jardin)
Ponceuse à Bande Métal HOLZMANN MSM75 2000x75mm 400V 4500W – Machine Professionnelle
Le prix initial était : 372,00 €.95,99 €Le prix actuel est : 95,99 €.
Promo !


Aspirateur • Système de filtration
LEMAN LOASP060 Aspirateur D’atelier 60L 750W – Buse d’Aspiration au Sol, 850 M³/h, 230V-50Hz
Le prix initial était : 339,90 €.98,99 €Le prix actuel est : 98,99 €.
Avis
Il n’y a pas encore d’avis.